























































Prekiniams ženklams, kuriuose siūlės gedimas nėra priimtinas rezultatas, šių dviejų situacijų skirtumą verta suprasti išsamiai.
27,12 MHz standartas: kodėl RF suvirinimas įkaista skirtingai
Pagrindinis skirtumas tarp RF suvirinimo ir įprasto terminio sujungimo yra ne tik efektyvumas – tai kryptis, kuria šiluma sklinda per medžiagą.
Įprasti metodai (karštos juostos, kaitinamos plokštės, kaitinimo pistoletai) suteikia energiją medžiagos paviršiui ir remiasi laidumu, kad viduje būtų sukibimo temperatūra. Plonoms plėvelėms tai veikia tinkamai. Dėl storų, tankių TPU laminato audinių, naudojamų aukščiausios kokybės vandeniui atsparioje įrangoje, kyla praktinių problemų: norint, kad vidinės sąsajos temperatūra atitiktų lydymosi temperatūrą, reikia pakankamai laiko išlikti paviršiuje, kad pirmiausia būtų galima nudeginti arba deformuotis išorinis sluoksnis. Didėjant medžiagos storiui, langas tarp „nepakanka“ ir „per daug“ siaurėja.
RF suvirinimas tai apeina generuodamas šilumą iš medžiagos, o ne nukreipdamas ją į vidų. Profesionali RF suvirinimo įranga veikia 27,12 MHz – tai ISM (pramonės, mokslo ir medicinos) radijo dažnių juosta, skirta šios klasės pramoninei įrangai. Esant tokiam dažniui, kintamasis elektromagnetinis laukas priverčia TPU esančias polines molekules bandyti persireguliuoti su kiekvienu svyravimu: maždaug 27 milijonus kartų per sekundę. Dėl šios priežasties atsirandanti molekulinė trintis tolygiai generuoja šilumą visoje suvirinimo zonoje, sąsajoje, kur turi įvykti sintezė, nepasikliaujant šilumos laidumu nuo paviršiaus iki vidaus.
Tuo pačiu metu veikiant pneumatiniam slėgiui, medžiaga jungties sąsajoje pasiekia susiliejimo temperatūrą ir sluoksniai susilieja molekuliniu lygmeniu. Kai laukas pašalinamas ir medžiaga atvėsta esant nuolatiniam slėgiui, pradinė riba tarp dviejų plokščių struktūriškai nebeegzistuoja – suvirinimo zona tapo viena ištisine medžiagos dalimi. Atliekant destruktyviojo traukimo bandymą, ši zona paprastai išlieka už aplinkinio pagrindo audinio gedimo taško. Šis rezultatas yra praktinis etalonas tinkamai atliktam RF suvirinimui.
Suvirinimo 840D didelio atsparumo TPU: siauresnė klaidų riba
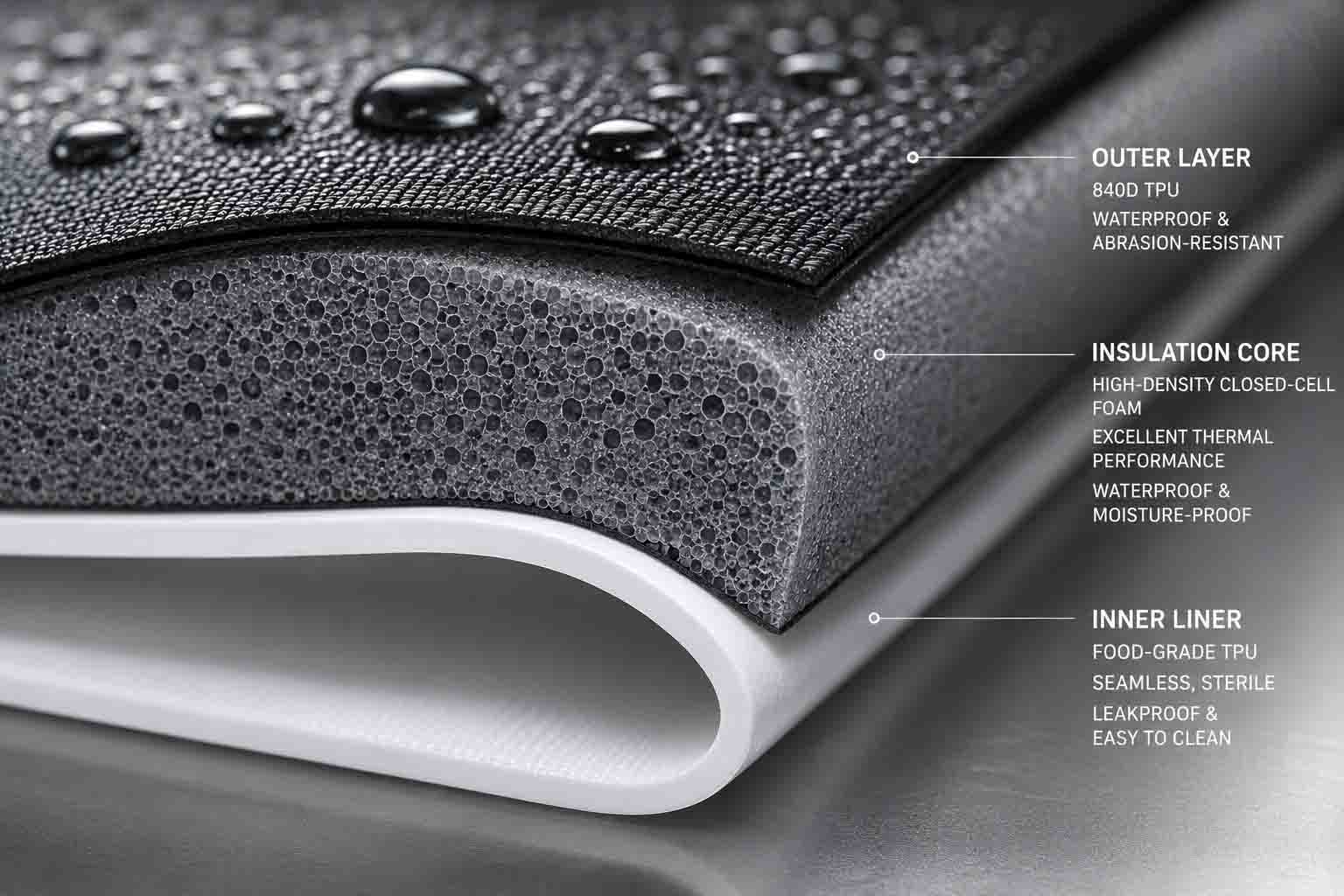
RF suvirinimas veikia įvairiuose suderinamuose termoplastikuose – PVC, PET, EVA, įvairiuose PU dengtuose audiniuose. Didelės apkrovos lauko darbams, kuriems reikalingas nuolatinis atsparumas dilimui ir konstrukcijos vientisumas veikiant apkrovai, 840 denerių didelio atsparumo TPU yra etaloninė medžiaga. Tai taip pat kelia didžiausius reikalavimus proceso kalibravimui.
Didesnis denieris reiškia didesnę medžiagos masę suvirinimo zonoje, kuriai norint pasiekti lydymosi temperatūrą, reikia daugiau elektromagnetinės energijos. Sunkumas yra tas, kad tai nereiškia, kad reikia tik padidinti galią. Veikimo langas – diapazonas tarp nepakankamos energijos (nevisiškas sulydymas, nesandari suvirinimo siūlė) ir perteklinės energijos (medžiagos išdegimas, pažeistas vandeniui atsparus barjeras) – siaurėja, kai audinio svoris didėja. Galios nustatymas, kuris švariai veikia 420D TPU, gali sukelti šaltų dėmių 840D tuo pačiu ciklo laiku, o nustatymas, kalibruotas 840D, gali sudeginti plonesnes medžiagas tame pačiame gaminyje.
Norint tai valdyti, reikalingas konkrečios medžiagos kalibravimas. Kai 840D TPU patenka į gamybos liniją (nesvarbu, ar pristatomas naujas produktas, ar nauja medžiagų partija iš to paties tiekėjo), RF galia, preso slėgis ir ciklo laikas turi būti patvirtinti atsižvelgiant į konkrečią medžiagą: jos denierą, TPU dangos svorį ir sudėtį. Šie parametrai priklauso dokumentuotai SOP, patikrinama kiekvienos gamybos pradžioje. Įrenginys, taikantis vienodus nustatymus visiems audinių svoriams, šio darbo neatlieka, nepaisant to, kaip aprašyta galimybė.
Trys proceso kintamieji, lemiantys gamybos nuoseklumą
Prototipas, išlaikęs slėgio bandymą, rodo, kad galima pasiekti tinkamą suvirinimo siūlę. Nuosekliam kūrimui reikia kontroliuoti kintamuosius, kurie nustato, ar jis pakartojamas visame garse.
Precizinis štampavimo įrankis
Suvirinimo štampas – formos elektrodas, kuris liečiasi su medžiaga ir apibrėžia suvirinimo geometriją – yra apdirbamas iš žalvario arba aliuminio iki matmenų, reikalingų pagal konkretų siūlės modelį. Šio įrankio matmenų tikslumas nėra antraeilis dalykas. Dėl netolygaus štampavimo paviršiaus slėgio pasiskirstymas visoje suvirinimo zonoje yra netolygus, o tai netolygiai įkaista viduje: šaltose vietose, kur medžiaga nepasiekė visos lydymosi temperatūros, ir karštose vietose, kur ji buvo perkaitinta. Šaltos dėmės tampa nuotėkio pradžios taškais. Karštosios dėmės tampa medžiagų retėjimo sritimis, kurios kenkia ilgalaikiam siūlės vientisumui.
Štampos susidėvėjimas turi tokį patį poveikį gamybos apimčiai. Kontaktiniai paviršiai, kurie gamybos kampanijos pradžioje buvo tolerancijos ribose, palaipsniui išeina iš tolerancijos ribų. Atsakingos RF suvirinimo operacijos stebi štampo būklę ir įrankius pakeičia arba iš naujo kalibruoja, kol nusidėvėjimas nepaveiks suvirinimo siūlės kokybės, o ne po to, kai QC bandymai rodo padidėjusį gedimų dažnį.
Slėgio taikymas: dvi fazės, dvi skirtingos funkcijos
Pneumatinis slėgis RF suvirinimo metu atlieka skirtingas funkcijas aktyviosios suvirinimo fazės ir po to sekančios aušinimo fazės metu, ir abi yra svarbios.
Aktyviosios RF fazės metu slėgis užtikrina glaudų kontaktą tarp medžiagos sluoksnių suvirinimo sąsajoje ir leidžia molekulėms susimaišyti, kai TPU pasiekia lydymosi temperatūrą. Aušinimo fazės metu, pašalinus radijo dažnių energiją, slėgis palaiko susiliejusią zoną, o polimerų grandinės sukietėja. Atleidus slėgį prieš pakankamai atvėsus suvirinimo zonai, dar minkšta medžiaga gali deformuotis, todėl suvirinimo zonos kraštuose susidaro silpnesnis sukibimas ir matmenų neatitikimai, kurie tampa įtempių koncentracijos taškais.
Ankstyvas slėgio išleidimas yra vienas iš labiausiai paplitusių didelio tūrio RF suvirinimo proceso sparčiųjų klavišų, kai ciklo trukmės slėgis sukuria paskatą greitai pereiti prie kitos dalies. Gautos suvirinimo siūlės dažnai praeina vizualią apžiūrą ir pradinį žemo slėgio bandymą, tada parodo padidėjusį gedimų dažnį esant nuolatinei apkrovai ir pasikartojančius lanksčiuosius ciklus lauke.
Ciklo laikas
Visas RF suvirinimo ciklas vyksta trimis etapais: išankstinis presavimas (slėgis taikomas prieš RF aktyvavimą, leidžiantis medžiagai tinkamai įsitaisyti štampelyje), aktyvus suvirinimas (įjungta RD energija, vyksta molekulinis kaitinimas ir susiliejimas) ir aušinimas esant slėgiui (RF išjungtas, suvirinimo zonos sukietėjimas). Kiekviena fazė turi optimalią trukmę, atsižvelgiant į medžiagos storį, dangos svorį ir naudojamą štampo geometriją.
Šie laikai neperkeliami iš vienos medžiagos į kitą. Konkrečiai TPU specifikacijai sukurtas ciklas per mažai suvirins sunkesnį audinį ir rizikuos per daug suvirinti lengvesnę medžiagą, naudojamą kitur tame pačiame gaminyje. Kai keičiasi medžiagų specifikacijos tarp gamybos ciklų (skirtingas denieris, skirtingas dangos svoris, skirtingos tiekėjo partijos), ciklo parametrus reikia patvirtinti iš naujo, o ne tęstinumo prielaidą.
1,0 baro hidrostatinio slėgio bandymas: ką jis iš tikrųjų patvirtina
Vizuali siūlės apžiūra nustato paviršiaus lygio defektus: matomas degimo žymes, akivaizdžius suvirinimo dangos tarpus, didelius matmenų iškraipymus. Jis neidentifikuoja nepakankamai sulydytų vidinių zonų, mikrotuščių suvirinimo sąsajoje arba šaltų dėmių, kurios laikosi aplinkos sąlygomis, bet atsidaro veikiant apkrovai. Vandeniui atspariems gaminiams, kuriems taikomas bet koks slėgio rodiklis, vizualinis patikrinimas yra grindys, o ne lubos.
1,0 baro hidrostatinio slėgio bandymas yra rimtų RF suvirintų lauko gaminių patvirtinimo standartas. Vienas baras atitinka 10 metrų vandens stulpelio hidrostatinį slėgį – gerokai viršijant panardinimo sąlygas, su kuriomis susiduria dauguma lauko gaminių, naudojamų lauke, todėl tai yra prasmingas gamybos kvalifikacijos patikrinimas.

Procedūra: užbaigti gaminiai pripučiami iki 1,0 baro vidinio slėgio ir panardinami į vandenį arba laikomi slėgyje tam tikrą laiką. Praėjimo sąlyga yra nulinis mikro burbuliukų išmetimas iš bet kurios siūlės, suvirinimo zonos ar uždarymo vietos. Vienas burbulas rodo nuotėkio kelią, į kurį patenka vanduo, kai naudojamas lauke, nepaisant masto. Šiame testo lygyje nėra priimtino dalinio išlaikymo.
Tai, ką patvirtina bandymas, viršija tai, ar konkretus įrenginys bandymo metu palaiko slėgį. Produktas, praleidžiantis 1,0 baro slėgį, patvirtino visišką molekulinį susiliejimą visose suvirinimo zonoje, teisingą štampo kontaktą visoje siūlės geometrijoje ir tinkamą aušinimą prieš išleidžiant slėgį. Nuoseklūs perdavimo rodikliai per visą gamybos eigą yra proceso kontrolės įrodymas, o ne atskirų vienetų kitimas, kurio tendencija buvo teigiama.
Testavimo dažnumas yra toks pat svarbus kaip ir bandymo sunkumas. Atliekant kritinių siūlių gaminių vieneto testavimą užtikrinama visa gamybos apimtis ir atskiri gedimai nustatomi prieš juos išsiunčiant. Paketinis mėginių ėmimas suteikia statistinį patikimumą mažesnėmis sąnaudomis, tačiau leidžia išvengti atskirų gedimų. Tinkamas protokolas priklauso nuo vieno vieneto lauko gedimo kainos – gaminiams, kuriems dėl vieno nutekėjimo atsiranda pretenzija dėl garantijos ir galimas prekės ženklo poveikis, racionalus yra vieneto bandymas.
RF suvirinimo galimybių įvertinimas: klausimai, išskiriantys proceso brandą
RF suvirintų vandeniui atsparių gaminių nuotėkio prevencija yra inžinerinis rezultatas, o ne gamybos teiginys. Proceso kintamieji yra žinomi, kontrolės metodai nustatyti, o testavimo protokolas, patvirtinantis rezultatą, yra gerai apibrėžtas. Gamintojas, turintis tikrų gebėjimų šioje srityje, savo veikimą apibūdins konkrečiais terminais.
Klausimai, kuriuos verta užduoti vertinant tiekėjus, yra konkretūs:
Kaip dokumentuojami radijo dažnių galios nustatymai ir ciklo laikas pagal medžiagos specifikaciją ir kas sukelia pakartotinį patvirtinimą, kai keičiasi medžiagų partijos?
Kaip stebima štampų būklė ir nuo kokio slenksčio pakeičiami įrankiai?
Ar hidrostatinis bandymas atliekamas kiekvienam vienetui arba imant partiją ir kokiam slėgiui?
Ar jie gali pateikti bandymų įrašus iš neseniai pagamintų panašių produktų?
Tai nėra sunkūs klausimai įrenginiui, kuris iš tikrųjų kontroliuoja šiuos kintamuosius. Tai labai sunkūs klausimai įrenginiui, kuris naudoja RF suvirinimo įrangą be proceso disciplinos. Atsakymai parodo, kokioje situacijoje esate.